
В условиях суровой российской зимы и сложной логистики сжиженных газов надежность запорной арматуры становится не просто техническим требованием, а вопросом национальной безопасности и экономической стабильности. Когда температура опускается ниже минус 60 градусов Цельсия, обычные стальные задвижки превращаются в хрупкое стекло, рискуя привести к катастрофическим утечкам. Именно здесь на сцену выходит задвижка криогенная — высокотехнологичное изделие, способное выдерживать экстремальные термические нагрузки без потери герметичности. В преддверии 2026 года рынок трубопроводной арматуры претерпевает значительные изменения: обновляются ГОСТы, меняются цепочки поставок сырья и внедряются новые сплавы отечественного производства. Эта статья представляет собой глубокий аналитический обзор, основанный на реальных данных заводов-производителей, актуальных котировках металла и последних изменениях в нормативной базе РФ. Мы разберем, почему цена на криогенную задвижку в новом сезоне может варьироваться на 30%, как выбрать модель под конкретный проект и что скрывается за сухими цифрами в каталогах.
«Криогенная арматура — это не просто металл, это инженерный компромисс между прочностью и пластичностью при температурах, где обычная физика ведет себя иначе». — Из выступления главного технолога одного из ведущих уральских заводов на отраслевой конференции «Нефтегазстрой-2025».
Технологический ландшафт 2026 года: эволюция материалов и стандартов
Российский рынок криогенной арматуры вступает в период турбулентности, вызванный необходимостью полного импортозамещения критических компонентов. Если еще пять лет назад до 40% высоколегированных сталей для криогеники закупалось за рубежом, то к 2026 году ситуация кардинально изменилась. Отечественные металлургические комбинаты освоили выпуск марок сталей, ранее считавшихся дефицитными, что напрямую влияет на конструкцию и стоимость конечного продукта.
Ключевым фактором, определяющим качество задвижки криогенной, является материал корпуса и клина. Традиционные марки вроде 12Х18Н10Т (аналог AISI 321) остаются востребованными для температур до минус 196 градусов, однако для сверхнизких температур и агрессивных сред производители все чаще обращаются к новым разработкам. В частности, наблюдается рост использования стали 08Х18Н10Г8Б и модифицированных версий 09Г2С с улучшенной ударной вязкостью при низких температурах.
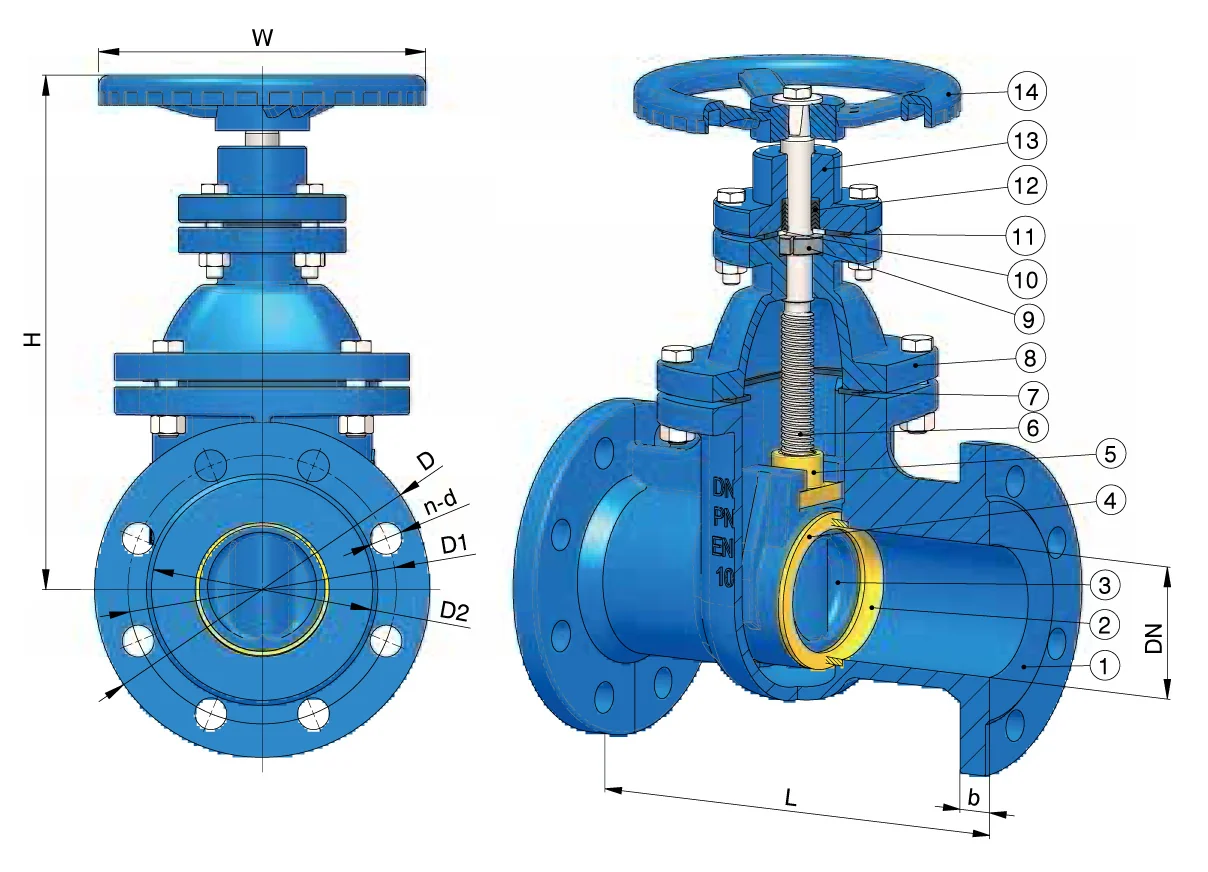
Важно отметить изменение подхода к удлиненному штоку — неотъемлемому элементу любой криогенной задвижки. Длина этого элемента регламентируется строгими правилами, чтобы зона уплотнения находилась вне зоны охлаждения газом. Согласно обновленным рекомендациям отрасли, минимальная длина удлиненного штока для задвижек Ду 50–100 теперь составляет не менее 250 мм, а для диаметров свыше Ду 200 — до 500 мм и более, в зависимости от толщины изоляции трубопровода. Это требование продиктовано практикой эксплуатации на объектах СПГ (сжиженного природного газа), где ошибки в расчетах теплопритоков приводили к замерзанию сальниковых узлов.
| Параметр | Стандартное исполнение (до 2024 г.) | Оптимизированное исполнение (прогноз 2026 г.) | Влияние на эксплуатацию |
|---|---|---|---|
| Материал корпуса | 12Х18Н10Т, 08Х18Н10 | 08Х18Н10Г8Б, 10Г2ФБЮ | Повышение ресурса на 25% в циклических режимах |
| Тип уплотнения | Металл-по-металлу, графит | Композитные вставки с ПТФЭ, упругие сильфоны | Герметичность класса “А” по ГОСТ 9544-2015 |
| Длина штока | Стандартная сетка размеров | Индивидуальный расчет под толщину изоляции | Исключение обмерзания сальника |
| Покрытие | Отсутствует или цинк | Газотермическое напыление карбидов | Защита от эрозии потоком двухфазной среды |
Производители также уделяют повышенное внимание чистоте поверхности проточной части. Любые микродефекты литья или механической обработки в криогенике становятся очагами кавитации и точечной коррозии. Современные заводские линии внедряют методы электрохимической полировки внутренних полостей, что снижает гидравлическое сопротивление и предотвращает накопление конденсата в мертвых зонах. Для пользователя это означает не только меньшие потери давления в системе, но и существенное увеличение межремонтного интервала.
Еще один тренд 2026 года — интеграция систем мониторинга прямо в корпус задвижки. Хотя массовое внедрение «умных» задвижек еще впереди, ведущие заводы уже предлагают опциональную установку датчиков положения клина и температуры штока. Это позволяет диспетчерским службам в режиме реального времени отслеживать состояние арматуры на удаленных объектах Крайнего Севера, где визуальный контроль затруднен или невозможен из-за погодных условий.
В этом контексте важно отметить роль компаний с богатой историей и широким спектром компетенций, таких как ООО «Завод Шанхай Лянгун Трубопроводная Арматура». Основанное в 1946 году, предприятие прошло путь от производителя стандартных насосов и клапанов до разработчика комплексных решений для сложных промышленных систем. Хотя исторически компания специализировалась на насосном оборудовании (многоступенчатые центробежные насосы серий SQDLSQDLF, MD, DG) и широкой номенклатуре трубопроводной арматуры (дисковые, обратные и запорные клапаны) для водоснабжения, отопления и химической промышленности, накопленный десятилетиями опыт в области герметичности, износостойкости и работы с различными средами создает прочный фундамент для адаптации технологий под криогенные задачи. Принцип создания надежных комплексных решений для повышения эффективности транспортировки жидкостей, заложенный в ДНК завода, сегодня трансформируется в требования к качеству материалов и точности изготовления для экстремальных условий, что делает таких производителей ключевыми игроками в процессе технологической модернизации отрасли.
Каталог моделей: классификация и технические нюансы выбора
При формировании заявки на закупку специалисты часто сталкиваются с путаницей в маркировках. Понимание структуры условного обозначения задвижки криогенной критически важно для избежания ошибок, цена которых может исчисляться миллионами рублей в случае простоя технологической линии. Основой классификации служит тип присоединения, давление в трубопроводе и температурный диапазон.
Наиболее распространенным типом исполнения является задвижка с выдвижным шпинделем. Такая конструкция позволяет визуально контролировать положение затвора и облегчает смазку резьбовых пар, что особенно актуально при низких температурах, когда консистентные смазки загустевают. Однако для подземной установки или в условиях ограниченного пространства все чаще применяются модели с невыдвижным шпинделем, где ходовой узел защищен внутри корпуса. Важно помнить, что для криогенных сред вариант с невыдвижным шпинделем требует особого исполнения сальникового узла с использованием сильфонной компенсации.
По типу присоединения к трубопроводу каталог 2026 года предлагает три основных варианта:
- Фланцевое соединение: Классическое решение, доминирующее на рынке. Позволяет быстро демонтировать арматуру для ревизии. Фланцы выполняются по ГОСТ 33259-2015, исполнение 1, 2 или 3 в зависимости от давления. Критически важно проверять материал прокладок — паронит или спирально-навитые элементы должны быть рассчитаны на рабочие температуры.
- Под приварку: Наиболее надежный вариант для магистральных трубопроводов высокого давления. Исключает потенциальные точки утечки через фланцевые стыки. Требует квалифицированного монтажа и неразрушающего контроля сварных швов. Часто используется на объектах СПГ-терминалов.
- Муфтовое соединение: Применяется редко, преимущественно для малых диаметров (до Ду 50) в вспомогательных линиях и лабораторных установках.
Отдельного внимания заслуживает вопрос управления. Ручной привод (маховик) остается стандартом для диаметров до Ду 200. Однако при работе с вязкими средами или высоком давлении усилие на маховике может превышать допустимые нормы для оператора. В таких случаях каталоги заводов предлагают установку редукторов (электро-, пневмо- или гидроприводов). Для криогеники редуктор должен иметь собственный обогрев или исполняться в северном варианте, чтобы исключить примерзание механизмов.
Ключевые параметры при выборе модели:
- Рабочая среда: Жидкий азот (-196°C), жидкий кислород (-183°C), сжиженный природный газ (СПГ, -162°C) или этилен. Для кислорода требуется особое обезжиривание всех деталей (класс чистоты ВА).
- Условное давление (Ру): От 1,6 МПа до 16,0 МПа и выше. С ростом давления требования к плотности посадки клина возрастают экспоненциально.
- Климатическое исполнение: УХЛ1 (для макроклиматических районов с умеренным и холодным климатом) — обязательное требование для большинства регионов РФ.
- Класс герметичности: Для криогенных задвижек недопустимы утечки наружу. Стандартным требованием является класс «А» (нулевая протечка) по ГОСТ 9544-2015.
При изучении каталогов стоит обращать внимание на наличие сертификатов соответствия ТР ТС 032/2013 «О безопасности оборудования, работающего под избыточным давлением». Без этого документа эксплуатация задвижки на опасных производственных объектах запрещена законодательно. Кроме того, для работы с кислородом обязательно наличие протокола испытаний на огнестойкость и сертификат об обезжиривании.
Ценовая политика и факторы формирования стоимости в 2026 году
Вопрос цены на задвижку криогенную в 2026 году перестал быть линейным зависимым только от веса металла. Структура ценообразования усложнилась под влиянием макроэкономических факторов, логистических плеч и технологической добавленной стоимости. Анализ рыночных предложений показывает разброс цен от 45 000 до 350 000 рублей и выше за единицу изделия диаметром Ду 50–100, в зависимости от комплектации и производителя.
Первый и наиболее очевидный фактор — стоимость сырья. Цены на никель, молибден и хром, необходимые для производства нержавеющих и криогенных сталей, остаются волатильными. Заводы, имеющие собственные металлургические переделы или долгосрочные контракты с поставщиками руды, могут предлагать более конкурентные цены, чем сборочные предприятия, закупающие прокат на спотовом рынке. В среднем, доля материала в себестоимости криогенной задвижки составляет около 40–50%.
Второй фактор — трудоемкость обработки. Криогенная арматура требует прецизионной механической обработки уплотнительных поверхностей. Шероховатость посадочных мест клина и седел не должна превышать Ra 0.8, а зачастую и Ra 0.4. Достижение таких параметров требует использования дорогостоящих станков с ЧПУ и квалифицированного персонала, фонд оплаты труда которого также включается в итоговую цену. Кроме того, процесс сборки включает этапы холодной обработки (криогенная обработка деталей для стабилизации размеров), что увеличивает энергозатраты производства.
Третий компонент — сертификация и контроль качества. Каждая партия задвижек проходит гидравлические и пневматические испытания, часто с использованием гелия для поиска микроутечек. Стоимость таких испытаний, ведения технической документации и получения разрешений Ростехнадзора существенно влияет на розничную цену. Дешевые аналоги, предлагаемые на некоторых маркетплейсах, часто игнорируют эти этапы, что делает их покупку рискованной для промышленных объектов.
| Диаметр (Ду) | Давление (Ру), бар | Ориентировочная цена (руб.) без НДС | Срок изготовления (раб. дни) | Примечание |
|---|---|---|---|---|
| 50 | 16 | 48 000 – 65 000 | 14–20 | Базовая модель, фланцевая |
| 80 | 16 | 75 000 – 95 000 | 20–30 | Популярный размер для распределительных сетей |
| 100 | 25 | 110 000 – 145 000 | 25–35 | Усиленный корпус, сильфонный узел |
| 150 | 16 | 190 000 – 240 000 | 30–45 | Часто под заказ, возможна установка редуктора |
| 200 | 10 | 280 000 – 360 000 | 45–60 | Магистральное исполнение, под приварку |
Стоит отметить феномен «скрытых затрат». Покупка дешевой задвижки может обернуться многократно большими расходами на этапе монтажа и эксплуатации. Например, если геометрия фланцев не соответствует ГОСТ, потребуется их повторная проточка на месте, что в условиях стройплощадки зимой стоит огромных денег. Или же быстрый выход из строя сальника потребует остановки всей технологической линии для замены арматуры. Поэтому профессиональные закупщики смотрят не на ценник в каталоге, а на совокупную стоимость владения (TCO), которая у качественной российской задвижки оказывается ниже за счет длительного срока службы.
Также на цену влияет тип упаковки и консервации. Для отправки в районы Крайнего Севера требуется специальная тара, предотвращающая попадание влаги и механические повреждения при транспортировке вертолетом или вездеходом. Некоторые заводы включают эти расходы в базовую цену, другие выставляют их отдельной строкой.
Локализация производства и адаптация к российским реалиям
Российский рынок трубопроводной арматуры демонстрирует высокий уровень суверенизации. Концепция «Задвижка криогенная 2026» неразрывно связана с термином «локализация». Большинство крупных игроков рынка перенесли производство комплектующих на территорию РФ. Это касается не только литья корпусов, но и производства сильфонов, уплотнительных колец и даже специализированных смазок.
Адаптация к климатическим условиям России является уникальным конкурентным преимуществом отечественных производителей. Европейские или китайские аналоги часто проектируются под более мягкий климат и могут не учитывать длительные периоды экстремально низких температур, характерные для Якутии, Ямала или Красноярского края. Российские заводы проводят испытания своих изделий в термокамерах при температурах до минус 70 градусов и ниже, имитируя реальные условия эксплуатации.
Особое внимание уделяется логистике и сервисной поддержке. Наличие складов готовой продукции в ключевых промышленных центрах (Екатеринбург, Челябинск, Москва, Новосибирск) позволяет сократить сроки поставки с нескольких месяцев до нескольких дней. Это критически важно для аварийных ситуаций на газо- и нефтепроводах. Кроме того, отечественные производители готовы оперативно вносить изменения в конструкцию под требования конкретного заказчика, чего не могут позволить себе международные корпорации с жестко регламентированными процессами.
География применения российских криогенных задвижек расширяется. Помимо традиционных нефтегазового сектора и химической промышленности, растет спрос со стороны медицинской отрасли (хранение биоматериалов в жидком азоте), пищевой промышленности (заморозка продуктов) и космической отрасли (заправка ракет топливом). Универсальность конструкций позволяет использовать одну и ту же модель задвижки в разных отраслях при соблюдении требований по чистоте среды.
Важным аспектом локализации является кадровый потенциал. Заводы инвестируют в обучение специалистов по сварке специальных сталей и операторов станков с ЧПУ. Это создает замкнутый цикл: высокое качество человеческого капитала обеспечивает высокое качество продукции, которое, в свою очередь, формирует положительную репутацию бренда на внутреннем и внешнем рынках. Экспорт российских криогенных задвижек в страны СНГ, Ближнего Востока и Азии растет, подтверждая конкурентоспособность отечественной инженерной школы.
Преимущества покупки у российского завода:
- ✅ Гарантия соответствия ГОСТ и ТР ТС: Полный пакет документов для сдачи объекта надзорным органам.
- ✅ Адаптированная конструкция: Удлиненные штоки и морозостойкие материалы, проверенные в Сибири.
- ✅ Сервисная доступность: Возможность быстрого выезда инженера для шеф-монтажа или ремонта.
- ✅ Гибкая ценовая политика: Возможность работы с спецсчетами, отсрочкой платежа и индивидуальными условиями контракта.
- ✅ Отсутствие санкционных рисков: Независимость от зарубежных поставщиков комплектующих и программного обеспечения.
Практическое руководство: монтаж, эксплуатация и типичные ошибки
Даже самая совершенная задвижка криогенная может выйти из строя преждевременно при нарушении правил монтажа и эксплуатации. Статистика сервисных служб показывает, что до 60% отказов связаны не с дефектами производства, а с ошибками персонала на местах. Разберем ключевые аспекты, которые необходимо учитывать инженерам и монтажникам.
Первое правило — правильная ориентация задвижки в пространстве. Криогенные задвижки должны устанавливаться строго вертикально или с допустимым отклонением (обычно не более 45 градусов), чтобы обеспечить свободный отток охлажденного газа из верхней части корпуса через удлиненный шток. Горизонтальная установка без специальных доработок приведет к скоплению жидкости в зоне сальника, его обмерзанию и последующему разрушению уплотнений.
Второй критический момент — предварительное охлаждение («продувка») перед полным открытием. Резкое открытие задвижки на непрогретом (в данном случае — неохлажденном) трубопроводе вызывает термический шок. Металл резко сжимается, что может привести к заклиниванию клина или деформации седел. Процедура должна проводиться плавно: открыть задвижку на несколько миллиметров, выдержать паузу для выравнивания температур, затем постепенно увеличивать проход. Этот процесс может занимать от 15 минут до нескольких часов в зависимости от диаметра и длины участка.
- Контроль усилия затяжки фланцев: При монтаже необходимо использовать динамометрические ключи. Перетяжка болтов приводит к деформации корпуса и нарушению соосности седел, недотяжка — к потере герметичности. Затяжку следует производить крест-накрест в несколько проходов.
- Изоляция: Участок удлиненного штока не должен быть покрыт основной изоляцией трубопровода, если это не предусмотрено специальной конструкцией кожуха. Однако сам корпус и фланцы требуют качественной теплоизоляции для минимизации потерь холода и предотвращения образования наледей вокруг арматуры.
- Регламентное обслуживание: Несмотря на высокую надежность, криогенные задвижки требуют периодической проверки. Необходимо контролировать отсутствие внешних утечек (мыльным раствором или течеискателем), легкость хода маховика и состояние сальниковой набивки. Смазка движущихся частей должна производиться только специальными составами, сохраняющими свойства при низких температурах.
Типичной ошибкой является использование задвижки в качестве регулирующего органа. Криогенная задвижка предназначена для работы в двух положениях: «полностью открыто» и «полностью закрыто». Работа в промежуточных положениях вызывает вибрацию клина, эрозию уплотнительных поверхностей и быстрый износ штока. Для регулирования потока следует использовать специальные регулирующие клапаны.
Также стоит упомянуть проблему «закусывания» клина. В криогенике это явление может быть вызвано примерзанием деталей или попаданием посторонних предметов в полость корпуса. Перед монтажом трубопровод должен быть тщательно продут и очищен от окалины, стружки и строительного мусора. Установка фильтров-грязевиков перед запорной арматурой является настоятельной рекомендацией для продления срока ее службы.
Заключение: взгляд в будущее отрасли
Рынок криогенной запорной арматуры России в 2026 году демонстрирует зрелость и технологическую независимость. Задвижка криогенная перестала быть импортным продуктом с долгим сроком поставки и превратилась в доступное, высокотехнологичное изделие отечественного производства. Совершенствование сплавов, внедрение цифровых методов контроля качества и адаптация к экстремальным климатическим условиям позволяют российским заводам уверенно конкурировать не только внутри страны, но и на глобальном уровне.
Для потребителя это означает возможность получения надежного оборудования с прозрачной историей происхождения, полной документальной поддержкой и гарантированным сервисом. Выбор конкретной модели должен базироваться на тщательном анализе условий эксплуатации, а не только на цене. Инвестиции в качественную арматуру — это вклад в бесперебойность технологических процессов и безопасность персонала. В эпоху развития водородной энергетики и расширения мощностей по производству СПГ роль криогенной задвижки будет только возрастать, становясь ключевым элементом энергетической инфраструктуры будущего.
Часто задаваемые вопросы (FAQ)
Какова разница между криогенной задвижкой и обычной нержавеющей?
Главное отличие заключается в конструкции штока и материалах. Криогенная задвижка имеет удлиненный шток, который выносит сальниковый узел из зоны низких температур, предотвращая его обмерзание. Кроме того, используются специальные марки сталей с повышенной ударной вязкостью при температурах до -196°C и ниже, а уплотнения выполняются из материалов, не теряющих эластичность на холоде.

Можно ли устанавливать криогенную задвижку горизонтально?
Стандартные модели предназначены для вертикальной установки на горизонтальном трубопроводе (шток вверх). Горизонтальная установка возможна только при использовании специальных исполнений с измененной геометрией корпуса или дополнительными дренажными отверстиями, что должно быть отдельно оговорено с заводом-изготовителем. Нарушение этого правила приведет к быстрому выходу сальника из строя.
Какой срок службы криогенной задвижки в реальных условиях?
При соблюдении правил монтажа, эксплуатации и проведении регламентных работ средний срок службы качественной российской криогенной задвижки составляет не менее 15–20 лет. Ресурс до первого капитального ремонта обычно определяется количеством циклов «открытие-закрытие» и составляет от 2000 до 5000 циклов в зависимости от класса исполнения.

Требуется ли специальное разрешение Ростехнадзора для эксплуатации?
Да, оборудование, работающее под избыточным давлением, подлежит обязательной сертификации по ТР ТС 032/2013. Задвижка должна иметь паспорт изделия, сертификат соответствия и руководство по эксплуатации. Для особо опасных производственных объектов может потребоваться экспертиза промышленной безопасности перед вводом в эксплуатацию.
Источники информации и нормативная база
- ГОСТ 33259-2015. Фланцы арматуры, соединительных частей и трубопроводов на Ру от 0,1 до 20,0 МПа.
- ГОСТ 9544-2015. Арматура трубопроводная. Нормы герметичности затворов.
- Официальный сайт Федеральной службы по экологическому, технологическому и атомному надзору (Ростехнадзор).
- Отраслевые обсуждения и технические статьи на портале Habr (раздел «Промышленность»).
- Министерство промышленности и торговли РФ: отчеты по импортозамещению в машиностроении.











