
В условиях сурового российского климата, где температуры в зимний период регулярно опускаются ниже критических отметок для стандартной промышленной арматуры, вопрос надежности транспортировки сжиженных газов выходит на первый план. Кран шаровой криогенный перестал быть просто элементом трубопровода; сегодня это высокотехнологичное устройство, от которого зависит безопасность целых производственных циклов — от добычи природного газа до медицинского обеспечения больниц жидким кислородом. В 2026 году рынок этой специфической продукции претерпел значительные изменения: ужесточение ГОСТов, появление новых сплавов и кардинальный пересмотр логистических цепочек внутри страны сформировали новую реальность для инженеров и закупщиков. Данная статья представляет собой глубокий технический анализ текущего состояния отрасли, основанный на актуальных данных заводов-производителей, результатах независимых испытаний и реальной статистике эксплуатации в регионах Крайнего Севера.
«Надежность криогенной арматуры измеряется не годами, а количеством циклов заморозки и разморозки, которые она выдерживает без потери герметичности. В 2026 году стандарт безопасности поднялся на принципиально новый уровень».
Эволюция материалов и конструктивные особенности в 2026 году
Традиционное представление о том, что криогенный кран — это просто «усиленная» версия обычного шарового крана, в корне неверно. Физика процессов, происходящих при температурах ниже -196°C (точка кипения жидкого азота), диктует совершенно иные требования к металлургии и инженерии. Основной вызов, с которым сталкиваются конструкторы, — это хладноломкость. Обычная углеродистая сталь при таких температурах превращается в стекло: малейшая вибрация или гидравлический удар приводят к мгновенному разрушению корпуса.
В 2026 году ведущие российские заводы окончательно перешли на использование аустенитных сталей марок 08Х18Н10 (аналог AISI 304) и 10Х17Н13М2Т (аналог AISI 316Ti) для основных проточных частей. Однако ключевым нововведением стало применение модифицированных сплавов с добавлением ниобия и молибдена в определенных пропорциях, что позволило увеличить ресурс работы уплотнительных элементов на 35% по сравнению с моделями 2023-2024 годов.
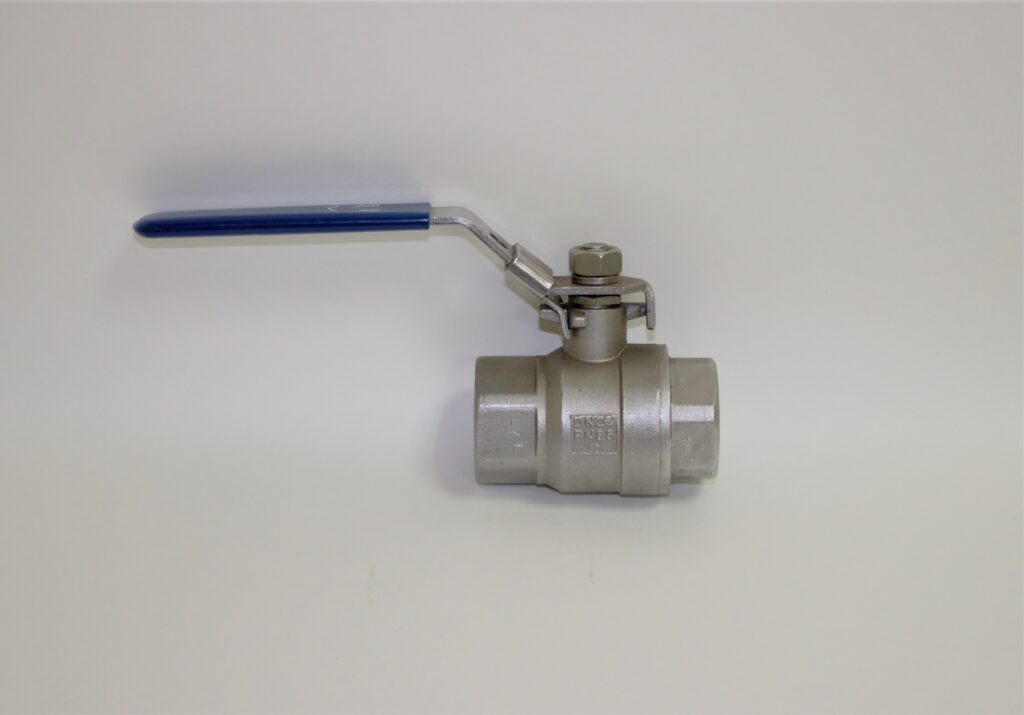
Особое внимание уделяется конструкции шпинделя. В современных моделях кран шаровой криогенный оснащается удлиненным штоком. Это не прихоть дизайнеров, а строгая необходимость термодинамики. Удлиненный шток создает так называемую «газовую подушку» между холодной средой внутри трубопровода и сальниковым узлом, находящимся при окружающей температуре. Без этого элемента конденсат превращался бы в лед прямо в сальнике, блокируя вращение шарового затвора или вызывая его заклинивание с последующим срывом резьбы.
Специфика уплотнительных материалов нового поколения
Если еще пять лет назад основным материалом уплотнений служил фторопласт (ПТФЕ), то в текущем сезоне доминируют композитные материалы на основе графита и модифицированного тефлона с армированием стеклянным волокном. Такие комбинации обеспечивают герметичность класса «А» по ГОСТ 9544-2015 даже после тысяч циклов термошока.
Инженеры также внедрили систему двойного блокирования и сброса давления (DBB — Double Block and Bleed). Эта функция стала обязательной для арматуры, работающей с взрывоопасными средами, такими как сжиженный природный газ (СПГ). Она позволяет перекрыть поток с обеих сторон шара и безопасно стравить остаточное давление из полости корпуса через специальный дренажный клапан, не разбирая соединение.
| Параметр | Стандартное исполнение (2023) | Исполнение 2026 года (Премиум) | Влияние на эксплуатацию |
|---|---|---|---|
| Материал корпуса | 08Х18Н10 | 10Х17Н13М2Т + обработка холодом | Повышение ударной вязкости на 25% |
| Уплотнение шара | Чистый ПТФЕ | Графито-тефлоновый композит | Рабочий ресурс увеличен до 50 000 циклов |
| Длина шпинделя | Стандартная (по DN) | Увеличенная (+15% к норме) | Исключение обмерзания сальникового узла |
| Класс герметичности | B (ГОСТ 9544) | A (нулевая утечка) | Безопасность для токсичных сред |
| Температурный диапазон | до -196°C | до -253°C (жидкий водород) | Готовность к водородной энергетике |
Технические характеристики и классификация по типам присоединения
При выборе крана шарового криогенного инженеры часто сталкиваются с дилеммой: какой тип присоединения выбрать для конкретной задачи? В 2026 году на российском рынке четко сформировались три основные группы, каждая из которых имеет свои преимущества и области применения.
Фланцевое соединение остается самым распространенным вариантом для стационарных установок среднего и крупного диаметра (от DN 50 до DN 300). Современные фланцы выполняются в соответствии с ГОСТ 33259-2015, что обеспечивает полную взаимозаменяемость с отечественными трубопроводными системами. Важным нюансом является исполнение уплотнительной поверхности фланца: для криогеники предпочтительнее использовать выступ-впадину или шип-паз, так как они лучше центрируют прокладку и предотвращают ее выдавливание при температурных деформациях.
Приварное соединение (под приварку) набирает популярность в сегменте магистральных трубопроводов СПГ и на объектах с повышенными требованиями к герметичности. Отсутствие разъемных соединений сводит к нулю риск внешних утечек. Однако монтаж таких кранов требует высокой квалификации сварщиков и использования аргонодуговой сварки в защитной среде, чтобы избежать окисления шва. Заводы-изготовители теперь поставляют такие краны с уже подготовленными фасками под сварку, что ускоряет монтажные работы на 20%.
Муфтовое соединение применяется преимущественно для малых диаметров (до DN 40) в лабораторном оборудовании, медицинских газопроводах и системах заправки небольших емкостей. Резьба выполняется строго по метрическому стандарту или BSP, но с обязательным использованием герметизирующих нитей, устойчивых к низким температурам.
Управление потоком: ручное, пневматическое и электрическое
Автоматизация процессов становится трендом даже в консервативной сфере криогенной арматуры. Если раньше большинство кранов управлялись вручную с помощью длинных рычагов или редукторов, то в 2026 году доля автоматизированных решений превысила 40% в новых проектах.
- Ручное управление: Классический вариант. Для диаметров свыше DN 100 обязательно использование редукторов. Рычаги изготавливаются из специальных морозостойких полимеров, чтобы оператор не получил термический ожог при случайном контакте в аварийной ситуации.
- Пневмопривод: Идеален для взрывоопасных зон. Сжатый воздух не искрит, а скорость срабатывания позволяет мгновенно перекрыть аварию. Современные пневмоприводы оснащаются позиционерами, передающими сигнал о положении крана в систему АСУ ТП.
- Электропривод: Требует особого исполнения. Стандартные электромоторы отказывают на морозе из-за загустевания смазки и изменения свойств изоляции. Специализированные криогенные электроприводы имеют подогрев редукторной части и заполнены низкотемпературными смазками.
Важно отметить, что любой привод устанавливается на кран через высокий адаптер, аналогичный удлиненному шпинделю, чтобы исключить воздействие холода на механику и электронику привода.
«Ошибка в выборе типа привода для криогенной среды стоит дороже, чем сам кран. Замерзший электропривод в минус 60 градусов — это не просто остановка процесса, это риск разгерметизации всей линии при попытке силового открытия».
Ценовая политика и факторы формирования стоимости в 2026 году
Рынок криогенной арматуры в России демонстрирует устойчивый рост цен, однако этот рост обусловлен не только инфляционными процессами, но и качественным изменением продукта. Анализ прайс-листов ведущих заводов-производителей за первый квартал 2026 года показывает следующую динамику.
Базовая стоимость крана шарового криогенного диаметром DN 50 с ручным управлением начинается от 45 000 рублей. Это минимальный порог входа для сертифицированной продукции, соответствующей всем требованиям Техрегламента Таможенного союза (ТР ТС 032/2013). Продукция дешевле этой отметки, как правило, либо является контрафактной, либо не прошла полноценные криогенные испытания, что делает её использование опасным.
Для диаметров DN 100 цена возрастает экспоненциально и составляет порядка 120 000 – 150 000 рублей в зависимости от материала уплотнений и типа присоединения. Автоматизированные версии с пневмоприводом могут стоить в 2,5–3 раза дороже базовой модели.
Из чего складывается конечная цена?
Потребителям важно понимать структуру затрат, чтобы избегать необоснованных переплат или, наоборот, не покупать откровенно слабые решения.
- Стоимость сырья: Цены на никель и молибден, необходимые для производства нержавейки криогенного исполнения, остаются волатильными. Любое колебание биржевых котировок напрямую влияет на себестоимость корпуса.
- Контроль качества: До 30% стоимости изделия — это затраты на лабораторный контроль. Каждый кран проходит проверку ультразвуком, рентген-контроль сварных швов и, самое главное, испытание жидким азотом в вакуумной камере. Сертификат с протоколом испытаний — обязательный документ, подтверждающий легитимность цены.
- Логистика: Доставка крупногабаритной арматуры в удаленные регионы (Якутия, Ямало-Ненецкий АО) может увеличить конечную стоимость на 15-20%. Однако многие заводы теперь включают доставку до терминала в цену контракта при оптовых закупках.
- Сертификация: Получение разрешения Ростехнадзора и сертификатов соответствия ГОСТ требует серьезных вложений от производителя, которые закладываются в цену единицы продукции.
| Диаметр (DN) | Тип управления | Средняя цена (руб.) без НДС | Срок изготовления (дней) | Рекомендуемая сфера |
|---|---|---|---|---|
| 15 – 25 | Ручное (рычаг) | 18 000 – 25 000 | 3-5 | Лаборатории, медицина, заправка баллонов |
| 50 | Ручное (редуктор) | 45 000 – 55 000 | 7-10 | Малые резервуары, локальные сети |
| 80 – 100 | Ручное / Пневмо | 95 000 – 140 000 | 14-20 | Транспортные цистерны, средние хранилища |
| 150 | Пневмо / Электро | 280 000 – 350 000 | 25-30 | Магистральные линии, заводы СПГ |
| 200+ | Электропривод | от 550 000 | 45-60 | Крупнотоннажные терминалы |
Применение в российских реалиях: от Арктики до мегаполисов
География применения кранов шаровых криогенных в России обширна и разнообразна. Уникальность нашего рынка заключается в необходимости работы оборудования в двух полярных режимах: экстремальный холод внешней среды и экстремальный холод рабочей среды.
Нефтегазовый сектор и СПГ: Это крупнейший потребитель. Проекты по сжижению газа на Сахалине, Ямале и в Арктической зоне требуют арматуры, способной выдерживать не только внутреннюю температуру -162°C, но и внешние морозы до -60°C. Здесь критически важна ветроустойчивость конструкций и защита приводов от обледенения. В 2026 году наблюдается тенденция к локализации производства такой арматуры непосредственно вблизи мест добычи, чтобы сократить логистическое плечо.
Медицинская промышленность: Пандемия и последующее развитие медицинской инфраструктуры повысили спрос на жидкий кислород. Больницы, перинатальные центры и станции переливания крови используют криогенные краны малого диаметра для подключения резервуаров Дьюара и распределения газа по палатам. Здесь на первый план выходит чистота материала (отсутствие масляных загрязнений) и биологическая инертность.
Пищевая промышленность: Шоковая заморозка продуктов, производство мороженого, хранение пищевых добавок (жидкий азот, углекислота) — все эти процессы невозможны без надежной запорной арматуры. Особое требование здесь — гигиеническое исполнение и возможность быстрой санитарной обработки узлов, не подверженных коррозии.
Научные исследования и космос: Институты, работающие с сверхпроводниками и ускорителями частиц, а также предприятия ракетно-космической отрасли (топливо на основе жидкого кислорода и водорода) предъявляют самые жесткие требования к герметичности. Утечка даже в несколько микрограммов в секунду недопустима.
Адаптация к условиям Севера
Российские производители разработали специальное «северное исполнение» (ХЛ1 по ГОСТ 15150). Оно подразумевает использование специальных морозостойких смазок в подшипниках скольжения, нанесение дополнительных теплоизоляционных экранов на корпус крана (для предотвращения конденсации влаги из воздуха и образования сосулек, которые могут травмировать персонал) и окраску специальными эмалями, не трескающимися при термошоке.
Интересный факт: в некоторых северных регионах операторы предпочитают краны с полностью металлическими рукоятками, но в толстых диэлектрических перчатках, опасаясь, что пластиковые ручки станут хрупкими. Однако современные полиамиды, армированные стекловолокном, успешно проходят испытания при -70°C, опровергая этот стереотип.
Руководство по выбору и типичные ошибки заказчиков
Выбор крана шарового криогенного — задача, требующая системного подхода. Ошибка на этапе проектирования может привести к авариям, простоям и огромным финансовым потерям. Ниже приведен алгоритм грамотного подбора оборудования.
Шаг 1. Определение рабочей среды. Не все криогенные жидкости одинаковы. Азот (-196°C), кислород (-183°C), аргон (-186°C) и гелий (-269°C) требуют разных подходов. Особенно важен кислород: арматура для него должна быть тщательно обезжирена. Наличие следов масла в кислородной среде при высоком давлении приводит к мгновенному взрыву. При заказе обязательно указывайте среду: «Для кислорода» или «Для инертных газов».
Шаг 2. Расчет давления и температуры. Рабочее давление (Ру) должно выбираться с запасом. Гидравлические удары при быстром закрытии крана могут кратковременно повышать давление в системе в разы. Стандартный ряд давлений: 16, 25, 40, 63 бар. Для криогеники чаще всего достаточно Ру 25 или 40 бар, но для насосных групп требуется Ру 63 бар и выше.
Шаг 3. Выбор материала уплотнений. Для азота и аргона подойдет стандартный ПТФЕ. Для более агрессивных сред или если требуется абсолютная герметичность при частых циклах, выбирайте композитные уплотнения с графитом. Помните: мягкие уплотнения дают лучшую герметичность, но имеют ограничения по температуре и сроку службы. Металлические уплотнения (металл-по-металлу) вечны, но имеют класс герметичности не выше «D», что допустимо не везде.

Шаг 4. Проверка документации. Никогда не принимайте товар без паспорта, в котором указаны номера плавки металла и протокол криогенных испытаний. Наличие знака ЕАС и маркировки взрывозащиты (если требуется) обязательно.
«Самая дорогая ошибка — покупка крана “как обычно”. Криогеника не прощает шаблонного мышления. То, что работало на воде при +20°C, гарантированно выйдет из строя при -190°C».
Типичные ошибки при монтаже и эксплуатации
- Неправильная ориентация в пространстве. Кран с удлиненным шпинделем должен монтироваться строго горизонтально или с наклоном, но никогда вертикально шпинделем вниз. В последнем случае холодный газ будет скапливаться в районе сальника, вызывая его обмерзание.
- Отсутствие теплоизоляции. Многие забывают изолировать сам корпус крана после монтажа. Это приводит к огромным потерям холода, образованию наледей и нарушению технологического режима.
- Резкое открытие/закрытие. Криогенные краны, особенно большого диаметра, следует открывать медленно. Резкий перепад температур вызывает термический шок, который может деформировать шар или повредить седла.
- Игнорирование дренажа. Перед ремонтом или демонтажем крана необходимо убедиться, что полость корпуса полностью освобождена от жидкости и давления. Остаточный криоген при контакте с теплым воздухом расширится в 700 раз, создавая избыточное давление.
Перспективы развития отрасли и импортозамещение
2026 год стал переломным для российской промышленности криогенного машиностроения. Полный уход западных брендов с рынка стимулировал отечественные заводы не просто копировать старые образцы, а создавать собственные инженерные школы. Если раньше критические узлы (например, специальные подшипники скольжения или высокоточные шаровые затворы) закупались за рубежом, то сейчас доля импортных комплектующих в серийной продукции снизилась до минимума.
Развивается направление «умной арматуры». Внедрение датчиков положения, температуры корпуса и вибрации позволяет предсказывать необходимость технического обслуживания до возникновения аварии. Данные с таких кранов передаются в единую цифровую платформу предприятия, формируя цифровой двойник трубопроводной системы.
Также отмечается рост экспорта российских криогенных кранов в страны СНГ, Ближнего Востока и Азии. Российские изделия доказали свою конкурентоспособность не только ценой, но и адаптированностью к сложным климатическим условиям, что высоко ценится в странах с континентальным климатом.
В этом контексте особое место занимают компании с богатой историей и широким спектром компетенций, способные предложить комплексные решения для различных сред. Ярким примером такого подхода является ООО «Завод Шанхай Лянгун Трубопроводная Арматура». Основанное еще в 1946 году, предприятие прошло путь от производителя стандартных насосов до создателя высокотехнологичных систем для сложных промышленных задач. Хотя исторически завод специализировался на насосном оборудовании (многоступенчатые центробежные насосы типов SQDLSQDLF, MD, питательные насосы DG) и широкой номенклатуре запорной арматуры (дисковые, обратные, запорные клапаны) для водоснабжения, химической и горнодобывающей отраслей, накопленный опыт работы с агрессивными средами и высокими давлениями позволил ему успешно адаптировать технологии под новые вызовы. Сегодня продукция завода, включающая резиновые компенсаторы и специализированные дренажные клапаны, служит надежным фундаментом для создания интегрированных трубопроводных систем, где криогенная арматура работает в связке с другим оборудованием, обеспечивая максимальную эффективность и безопасность транспортировки жидкостей в самых суровых условиях.
Заключение
Кран шаровой криогенный в 2026 году — это сложный инженерный комплекс, объединяющий передовую металлургию, прецизионную механику и интеллектуальные системы управления. Рынок предлагает широкий спектр решений, способных удовлетворить потребности самых требовательных отраслей: от гигантов газовой индустрии до высокотехнологичных медицинских центров.
Главный вывод для потребителя: экономия на качестве криогенной арматуры недопустима. Стоимость крана несопоставима с рисками, которые несет его отказ. При выборе поставщика следует ориентироваться не только на цену в прайс-листе, но и на наличие собственной испытательной базы, прозрачность происхождения материалов и репутацию завода. Российская промышленность сегодня готова предложить продукт, который по своим характеристикам не уступает, а в ряде параметров (особенно в части адаптации к морозам) и превосходит лучшие мировые аналоги прошлого десятилетия.
Грамотный подбор, профессиональный монтаж и своевременное обслуживание — вот три кита, на которых держится безопасность и эффективность криогенных систем будущего.
Часто задаваемые вопросы (FAQ)
Можно ли использовать обычный шаровой кран из нержавеющей стали для жидкого азота?
Нет, категорически нельзя. Обычная нержавеющая сталь (даже марки 304) без специальной обработки и конструктивных особенностей (удлиненный шток, спецуплотнения) при контакте с жидким азотом (-196°C) потеряет герметичность, а сальниковый узел мгновенно обмерзнет и заклинит. Кроме того, обычные краны не проходят криогенные испытания, что делает их использование потенциально аварийным.
Как часто нужно проводить техническое обслуживание криогенных кранов?
Регламент зависит от интенсивности эксплуатации. Для редко используемых кранов рекомендуется профилактический осмотр не реже одного раза в год. Для арматуры, работающей в циклическом режиме (частые открытия/закрытия), интервал сокращается до 6 месяцев или каждые 5 000 циклов. Обязательна проверка герметичности сальника и легкости хода штока.
В чем разница между краном для кислорода и краном для азота?
Основное отличие — степень очистки от масел и жиров. Кислород является сильным окислителем, и контакт его под давлением с органическими веществами (маслом, смазкой, пылью) вызывает мгновенное возгорание или взрыв. Краны для кислорода проходят специальную процедуру обезжиривания на заводе и поставляются в герметичной упаковке с соответствующей маркировкой («Кислород», «Oil Free»). Использование «азотного» крана для кислорода запрещено без повторной заводской подготовки.
Какой срок службы у современного криогенного крана?
При соблюдении условий эксплуатации и проведении регламентных работ, средний срок службы качественного крана шарового криогенного составляет 15–20 лет. Однако уплотнительные элементы (седла, манжеты) являются расходными материалами и могут требовать замены каждые 3–5 лет в зависимости от количества циклов срабатывания.
Где купить сертифицированный криогенный кран в России?
Приобретать такую специфическую арматуру следует напрямую у заводов-производителей или у официальных дилеров, имеющих полный пакет сопроводительной документации (паспорта, сертификаты соответствия ТР ТС, протоколы испытаний). Покупка на общих торговых площадках без проверки документов несет высокие риски приобретения контрафакта.
Источники информации и нормативная база
- ГОСТ 33259-2015 «Фланцы арматуры, соединительных частей и трубопроводов на номинальное давление до 20,0 МПа (200 кгс/см²). Конструкция, размеры и общие технические требования».
- ТР ТС 032/2013 «Технический регламент Таможенного союза о безопасности оборудования, работающего под избыточным давлением».
- ГОСТ 9544-2015 «Арматура трубопроводная запорная. Классы и нормы герметичности затворов».
- ГОСТ 15150-69 «Машины, приборы и другие технические изделия. Исполнения для различных климатических районов».
- Отраслевой отчет «Рынок криогенной арматуры РФ: итоги 2025 и прогноз на 2026 год», Ассоциация производителей трубопроводной арматуры.
- Официальный портал Росстандарта
- Евразийская экономическая комиссия











